Matthew John M. Krane
Dr. Matthew John M. Krane is a Professor of Materials Engineering at Purdue University and a member of the Purdue Center for Metal Casting Research. His research is on design, development, and modeling of materials processes, particularly the solidification and thermal processing of metal alloys. Much of the work examines the formation and prevention of processing instigated defects and several projects have included the quantification of uncertainty propagation through the models.
-
boron segregation and related hot shortness in continuously cast steel (E, M);
Selected past research projects:
-
numerical process modeling of fluid flow, heat transfer and related defects and microstructural distributions in vacuum arc remelting, electroslag remelting, and direct chill casting (M, P);
-
through-process modeling of industrial wrought Al alloy production, from direct chill casting to various heat treat processes (M, E);
-
development and control of macrosegregation in alloy solidification (M, E);
-
microsegregation in nickel and aluminum alloys (M, E);
-
homogenization microstructure development (M, E);
-
microstructural modeling of dendritic growth (M);
-
thermal spray deposition of ceramic TBCs (M, E);
-
laser transformation hardening of Ti-6Al-4V (M, E);
-
multi-track laser hardening of AISI 4140 steel (M, E);
-
prediction of heat transfer in high pressure die casting (M, E, P);
-
numerical techniques in predicting flows in alloy solidification (M)
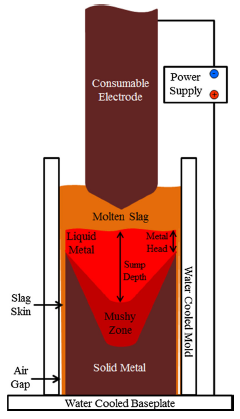
Electroslag Remelting of Nickel Superalloys:

Selected electroslag remelting modeling references:
- J. Yanke, K. Fezi, R. W. Trice, and M. J. M. Krane, “Simulation of slag skin formation in electroslag remelting using a volume-of-fluid method,” Numerical Heat Transfer, Part A: Applications, 67, pp. 268-292 (2015).
- A. Plotkowski and M. J. M. Krane, “The use of inverse heat conduction models for estimation of transient surface heat flux in electroslag remelting,” ASME Journal of Heat Transfer, 137(3), (2015).
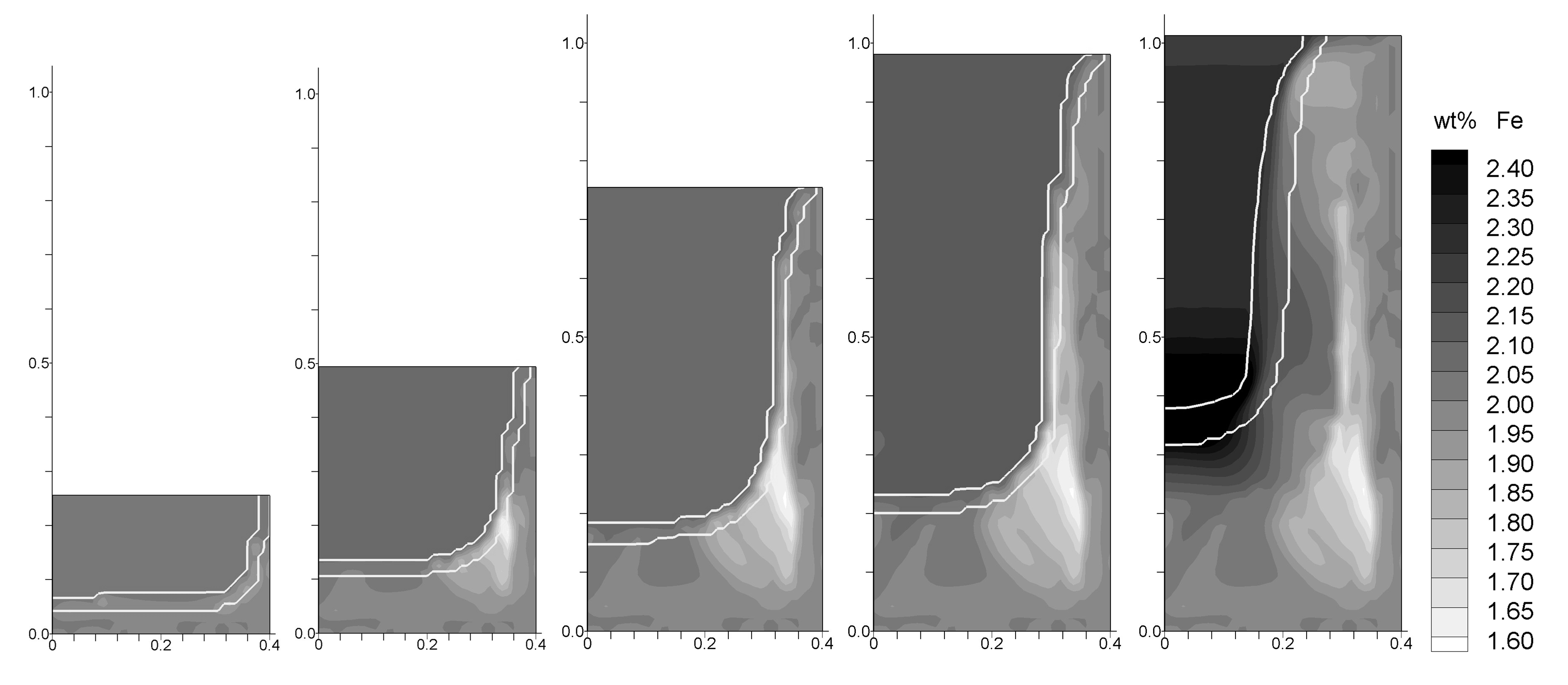
- K. Fezi, J. Yanke, and M. J. M. Krane, “Modeling macrosegregation during electroslag remelting of alloy 625,” Metallurgical and Materials Transactions B, 46B, pp. 766-779 (2015).
- J. Yanke, K. Fezi, M. Fahrmann, M. J. M. Krane, “Predicting Melting Behavior of Industrial Electroslag Remelting Ingots,” in Proceedings of the 2013 International Symposium on Liquid Metal Processing and Casting, M. J. M. Krane, A. Jardy, R. Williamson, and J. Beaman (eds.), pp. 47-55 (2013).
- M. J. M. Krane, M. Fahrmann, J. Yanke, E. Escobar de Obaldia, K. Fezi, and J. Busch, “A comparison of predictions of transport phenomena in electroslag remelting to industrial data,” in Proceedings of the 2011 International Symposium on Liquid Metal Processing and Casting, M. J. M. Krane, R. Williamson, J.-P. Bellot, and A. Jardy (eds.), pp. 65-72 (2011).
- M. J. M. Krane, S. A. Cefalu, D. Zagrebelnyy and K. J. VanEvery, “Segregation development in electroslag remelting processes,” Modeling of Casting, Welding and Advanced Solidification Processes - XI, Ch.-A. Gandin, M. Bellet and J. Allison (eds.), pp. 969-976, TMS (2006+

Selected ESR slag characterization references:
- A. Plotkowski, J. deBarbadillo, and M. J. M. Krane, “Characterization of the structure and thermophysical properties of solid ESR slags,” Materials Science and Technology, 32, pp. 1249-1263 (2016).
- A. Plotkowski, J. J. deBarbadillo, M. J. M. Krane, “Characterization of structure and thermophysical properties of three ESR slags,” in Proceedings of the 2015 International Symposium on Liquid Metal Processing and Casting, A. Karicha et al (eds) (2015).
- J. Busch, J. deBarbadillo, and M. J. M. Krane "Flux entrapment and titanium nitride defects in electroslag remelting of Incoloy alloys 800 and 825," Metallurgical and Materials Transactions A, 44A, pp. 5295-5303 (2013).
Vacuum Arc Remelting

Selected VAR references:
- D. Zagrebelnyy and M. J. M. Krane, “Segregation development in multiple melt vacuum arc remelting,” Metallurgical and Materials Transactions B., 40B, pp. 281-288 (2009).
- M. J. M. Krane, S. A. Cefalu, D. Zagrebelnyy and K. J. VanEvery, “Segregation development in electroslag remelting processes,” Modeling of Casting, Welding and Advanced Solidification Processes - XI, Ch.-A. Gandin, M. Bellet and J. Allison (eds.), pp. 969-976, TMS (2006)
Investment Casting in Thin Sections
When casting products which depend on fine features for their function, the ability for the liquid metal to completely fill those mold features is very important. By better understanding the factors that affect the filling of molds and improving the ability for the liquid metal to fill the mold, the production of quality castings can be improved. One example of this challenge is the investment casting of single crystal superalloy turbine blades in ceramic molds. Most liquid metals are non-wetting, having a contact angle greater than 90° on common ceramic mold materials, meaning the amount of pressure required to force the liquid metal into a fine feature increases as the size of the feature decreases. As features become smaller, the required pressure increases until it is larger than the available hydrostatic head, preventing complete filling of the feature. The same is true of sharp corners and edges, with the applied pressure being insufficient to force a non-wetting liquid into the bottom of the corners. This incomplete filling results in the metal corners being unintentionally rounded, which can require additional machining to achieve the desired shape.


Selected investment casting and microstructure modeling references:
- Invited: L. Kroneman, M. J. M. Krane, and K. P. Trumble, “Wetting behavior of CMSX-4 in V-shaped channels for investment casting of fine features, International Journal of Cast Metal Research, 29, pp. 317-329 (2016).
- L. Kroneman, M. J. M. Krane, K. P. Trumble, “Wettability and penetration of CMSX-4 in sharp corners for use in investment casting of turbine blades,” in 6th International Symposium on Shape Casting, 2016 TMS Annual Meeting, TMS (2016).
- S. Zhang, D. R. Johnson, and M. J.M. Krane, “Effects of Geometric Constraint on Phase Selection and Segregation in Cast TiAl,” Mater. Res. Soc. Symp. Proc., v.1295, pp. 183-188, MRS (2011).
- R. Shao, K. Trumble, M. J. M. Krane, "Effects of Geometric Constraints on Alloy Solidification in Metal-Matrix Composites,” Modeling of Casting, Welding and Advanced Solidification Processes - XII, S. Cockcroft et al (eds.), pp. 495-503, TMS (2009).
- R. Shao, K. P. Trumble, and M. J. M. Krane, “Infiltration and directional solidification of CMSX-4 through a particulate ceramic preform,” Metallurgical and Materials Transactions A, 36A, pp. 2461-2469 (2005).
Uncertainty Quantification in Solidification Modeling
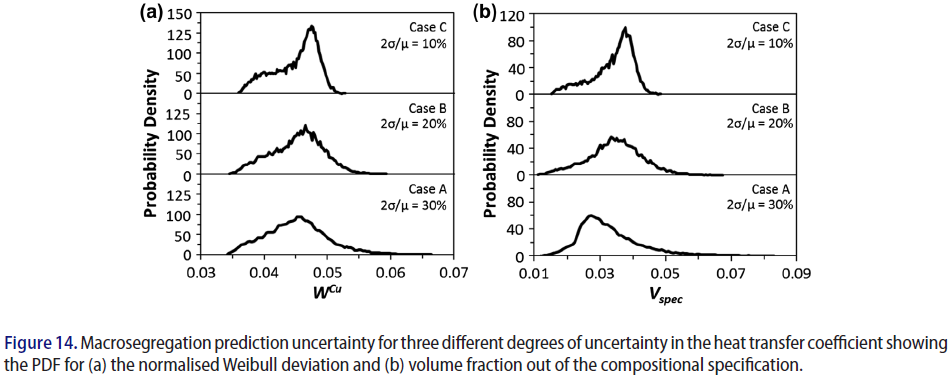
Numerical models of alloy solidification have been developed and used to predict a variety of defects in a variety of solidification processes. Some of the well-established physics incorporated into these models include diffusion and advection of heat, mass, and momentum and solidification thermodynamics. Insight into solidification processes can be gained through the use of these models that would be not be possible through laboratory experiments. However, the predictions made by these models are typically reported with arbitrary precision without regard for the uncertainty inherent in the numerical methods, the choice of model, or the values for properties or boundary conditions. This lack of knowledge of uncertainty propagation in solidification simulations can pose difficulties in using these models for process design. Understanding the effect of uncertain input parameters and quantifying their effect on the prediction uncertainty allows better calculations of margins of safety and improved estimates of reliability of the process. Also, when there is an apparent mismatch between experimental data (ideally with quantified probable variation) and predictions (which appear to have none), there is often an impulse to seek better agreement by improving existing or incorporating new physics in solidification models, without considering the kind of uncertainty that exists in a given numerical model. This approach ignores the actual uncertainty in the numerical results, which are required to find the probability that there is agreement with experiments. Model assumptions and probable input variability create a level of uncertainty in model predictions that has not been calculated in solidification modeling until recently.
Selected UQ references:
- A. Plotkowski and M. J. M. Krane, “The sensitivity of an electroslag remelting model to uncertain slag properties,” in Proceedings of the 2017 International Symposium on Liquid Metal Processing and Casting, M. J. M. Krane and M. Ward (eds) (2017).
- K. Fezi and M.J.M. Krane, “Uncertainty Quantification in modeling equiaxed alloy solidification,” International Journal of Cast Metal Research, 30, pp. 34-49 (2017).
- A. Plotkowski and M.J.M. Krane, “Quantification of epistemic uncertainty in grain attachment models for equiaxed solidification,” Metallurgical and Materials Transactions B, 48B, pp. 1636-1651 (2017).
- K. Fezi and M. J.M. Krane, “Uncertainty Quantification in modeling metal alloy solidification,” ASME Journal of Heat Transfer, 139, pp. 082301/1 – 082301/12 (2017).
- K. Fezi and M. J. M. Krane, “Uncertainty quantification in numerical modeling of DC casting,” in Light Metals 2016, 2016 TMS Annual Meeting, TMS (2016).
- Invited Keynote Lecture: K. Fezi, M. J. M. Krane, "Uncertainty quantification in solidification modeling," in Modeling of Casting, Welding and Advanced Solidification Processes - XIV, H. Yasuda et al (eds.) IOP (2015).
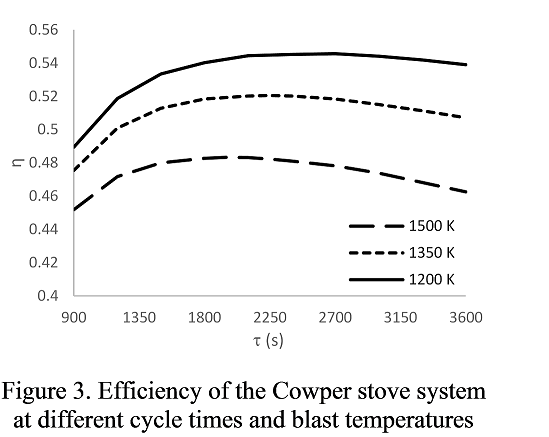
Exergy Analysis of Pyrometallurgical Processes
Finding the exergy transfer and destruction in a complex system allows us to answer several questions about the materials stream through the production processes:
- what is the minimum work needed to give the stream the exergy values it has?
- what is the maximum work could we recover if we let the stream interact with the environment?
- how different is the process stream from the environment?
Selected exergy analysis references:
- P. E. Krane and M. J. M. Krane, “An exergy study of Cowper stove operations with an iron blast furnace,” paper accepted for presentation at symposium on “Energy Technologies and CO2 Management,” 2018 TMS Annual Meeting, TMS (3/18).
- P. Mather and M. J. M. Krane, “Irreversibilities in the smelting of copper,” paper accepted for presentation at symposium on “9th International Symposium on High Temperature Metallurgical Processing,” 2018 TMS Annual Meeting, TMS (3/18).
- R. J. Krane and M. J. M. Krane, “The optimum design of stratified thermal energy storage systems,” ASME Journal Energy Resources Technology, 114, pp. 197-208 (1992).