Project Description
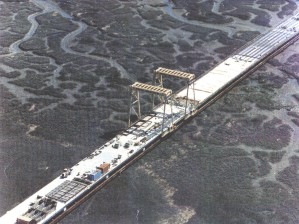
The Isle of Palms Connector Bridge. Located in the wetlands
just north of Mount Pleasant, is approximately 11,700-feet long consisting or two lanes.
Construction of the Connector Bridge began in October, 199O and was completed during the
spring of 1993. The project summary is as follows:
- DESIGNER: LPA/GREINER - JOINT VENTURE
- CONTRACTOR: MASSMAN CONSTRUCTION CO.
- PROJECT COST: $35,000,000
- PROJECT DURATION: 36 MONTHS
- DRILLED SHAFTS:
- 5'-0" IN DIAMETER
- 170 TOTAL
- DEPTHS FROM 110' TO 180'
- TOTAL LF OF SHAFTS = 21,850 6'-0" IN DIAMETER
- 62 TOTAL ' DEPTHS FROM 120' TO 180'
- TOTAL LF OF SHAFTS = 6,750
- DRILLED SHAFT CONCRETE: 22,000 CY
- PIER CAPS: 116 ( 12,000 CY )
- DECK CONCRETE: 24 000 CY (DECK LENGTH = 11,700 FT
- REINFORCING STEEL: 6,000 TONS
- PRECAST CONCRETE GIRDER:
- AVG. 116' LONG
- 749 TOTAL
- APPROX. 60 TONS EACH
The project specifications had very stringent requirements
that all construction equipment and access to the protect could not damage the marsh that
the bridge was to c cross. This required that the contractor design a method by which an
of the construction operations be above the marsh. The two main falsework systems that
were implemented were the trestle system and the modular crane rail system.
Process Description
The two most important parts of the project were the
falsework systems. These two systems were dependent on each other to assure continuous
movement.
Trestle System
The trestle system was 339-feet long and composed of six,
56-foot-long sections. Each section had a dead load of approximately 50 tons. Each trestle
section was supported on each end by two 36- inch diameter by 80-foot pipe piles. When
designing the trestle, the contractor had to implement modularity whereby it could advance
itself ahead upon completing a pair of trestle piles. The trestle sections were used in a
leap-frogging manner as the marsh was crossed The trestle supported three tractor cranes
which were all involved in the drilled shaft work and the moving of the trestle ahead
The trestle system's main objective was to drill, form and
pour the caissons for the bridge itself. The lead crane used a vibrator; hammer to drive
the projects 60 and 72-in diameter steel casings through 50 to 100-feet of sand and silt
strata into the dense, sand- clay Cooper mar! on which the bridge bears. The second crane
moved forward to drill and clean out the caissons using an auger and then placed rebar and
poured concrete. The third crane was used to forward the rear-end of the trestle deck and
remove the trestle piles. These caissons were 116-feet apart with the trestle system
completing three caissons a week.

Concerning trestle support, a modular system had to be used.
To assure project specifications were met, the trestle sections. after the cranes
advanced, were picked up by the trailing crane and moved to the front of the trestle,
avoiding any contact with the marsh. The lead crane then set the trestle section on the
pair or previously driven 36-inch diameter trestle piles. When a given section is removed
from the rear end and reset ahead, the piles which supported the back end of the trestle
section which was moved were pulled and passed to the front. At this point, the trestle
system has advanced :6-feet while leaving no damage to the marsh. This cycle continued
throughout the project.
The final objective for the trestle system was to place
29-inch diameter pipe piles to support the overhead rail system. The placement of these
piles followed the same pattern as used to place the trestle supports. Please see Fig. 1
to help clarify the Trestle System.
Modular Crane Rail System
The second major falsework system designed was the modular
crane rail system which supported the two overhead gantry cranes. The crane rail support
system, which basically straddles the bridge, was composed of the pipe piles previously
driven by the trestle system located 56-feet on center on each side of the bridge. A
fabricated steel girder spanned the distance between the plies with a crane rail resting
on top in order for the overhead cranes to run. There were two overhead canes that were
65-feet wide and 80-feet tall whose primary purposes were to transport project materials
and advance the rail system. The rail system was advanced In similarity to that of the
trestle system. A truck crane located on the completed concrete deck would. remove the
rear section of the rail system and set it on the deck. The overhead cranes would pick up
the rear end of the rail section and move it to the front of the system. The trestle
cranes would then place that section on the previously driven piles. These piles were
moved ahead in a similar leap-frogging manner as was used with the rails. The main
difference between the trestle system and the crane rail system was that the crane rail
system ran approximately 2200 linear feet from the completed deck out to the lead end of
the trestle. The trestle system was only 339-feet long. The other primary use of the
overhead cranes was to transport project materials. After the trestle advanced past a pair
of caissons, the overhead cranes would form and pour the pier caps. The next phase
included placing the precast concrete girders on the pier caps and then form the deck. The
final step was to reinforce and pour the concrete deck.

Model Description
The Cyclone Model that was developed for the present
application reflects the construction methodology previously explained. The process just
described can be broken down into several stages: 1) Delivery of material to trestle, 2)
trestle cycle, 3) form and pour cap, 4) place girders and 5) form and pour concrete deck.
Only a deterministic approach was used for durations of these stages due to lack of
historical figures.
- STAGE 1 - DELIVERY OF MATERIAL TO TRESTLE : This portion of
the model represents material delivery to the completed deck and then on to the trestle
system by the use of the gantry cranes.
- STAGE 2 - TRESTLE CYCLE : This portion of the model places
the pipe piles for the rail system, trestle system and bridge caissons. It is also
responsible for the advancement of the trestle itself
- STAGE 3 - FORM AND POUR CAP: This put Lion of the model
requires the gantry crane and crew to form and pour the pier caps. The curing of all the
pier caps is also included.
- STAGE 4 - GIRDER PLACEMENT: This portion of the model
utilizes the gantry crane to place the prefabricated girders onto the cured pier caps.
- STAGE 5 - FORM AND POUR CONCRETE DECK : This portion or the
model requires a crew and gantry crane to form, place rebar and pour the concrete deck.
After the deck is cured' this represents one complete unit of production.
Major Resources Utilized For the CYCLONE Model:
| LABOR RESOURCES |
1 Forming crew |
| EQUIPMENT RESOURCES |
3 Crawler Cranes
2 Gantry Cranes
1 Concrete Bucket
1 Concrete Truck
1 Material Truck
1 Girder Supply Truck |
| MATERIAL RESOURCES |
Piles
Concrete
Rebar Steel
Precast Girders
Misc. Material |
Durations Used for the CYCLONE Model:
| Process |
Duration (min) |
| 1. Load material truck |
60 |
| 2. Unload material from truck |
15 |
| 3. Move material to trestle |
30 |
| 4. Place two rail piles |
480 |
| 5. Place two trestle piles |
480 |
| 6. Place two caisson casings |
480 |
| 7. Move trestle section to front |
120 |
| 8. Pull piles |
60 |
| 9. Drill out caissons |
480 |
| 10. Place rebar and pour caisson |
120 |
| 11. Form cap and place rebar |
240 |
| 12. Pour cap |
30 |
| 13. Load bucket with concrete |
6 |
| 14. Load and move concrete truck |
30 |
| 15. Cure cap |
1920 |
| 16. Pickup girder |
30 |
| 17. Unload girder |
15 |
| 18. Load and move girder truck |
60 |
| 19. Place girder |
15 |
| 20. Form and place deck rebar |
240 |
| 21. Pour deck |
120 |
| 22. Cure deck |
1920 |
Assumptions Made for CYCLONE Modeling
Several assumptions were made to simplify the cyclic process
far modeling Assumptions are as follows:
- Crane #1 can receive materials (i.e. - pipe piles) without
the assistance of Crane #2 and Crane #3.
- Crew members on trestle are associated with crane operations.
- Crew members for delivery cycles are associated with the
trucks.
Model Enhancement
To try and improve productivity in our model, we decided to
assume high early strength admixtures were incorporated into the cast-in-place concrete
(pier caps and deck). These admixtures allowed us to reduce the curing times from 1920
minutes to 600 minutes.
Results
The deterministic run time of the model was 98,700 minutes,
completing 60 cycles. One cycle refers to approximately 116 linear feet of completed deck
or one full section. Thus the production of the original mode' was 0.0365 sections per
hour. Assuming a 50 hour work week, this comes to 1.723 sections per week.
Massman Construction reported that they had a productivity
of approximately 1.5 sections per week. Our Cyclone model produced a 15% greater
productivity. There are probably several explanations for this. One reason may be that in
a Cyclone model start-up times are not taken into effect and in a project such as this, it
would take time each morning to carry the workers out to the work trestle. Also, the
cyclone model presented does not take into account the weather which was probably
responsible for some delays. As stated earlier, this model used deterministic values which
create a rather ideal scenario.
In our enhanced model, the productivity of the process
increased even more. By lowering the cure times the later stages of the cycle were able to
be completed earlier. In 99,180 minutes the enhanced model completed 62 sections, for a
productivity of 0.0375 sections per hour. This comes to 1.875 sections per week, an
improvement in productivity 8.7%. It appears that if an economical high early strength
mixture could be used, it would save money and time.
Conclusion
Each permanent construction operation on this project,
whether it be drilled shafts, pier caps. precast girders or deck construction, is directly
affected by the performance of each operation. A good line-of-balance is critical during
these operations. A slowdown at any point in the process affects the entire project. In
order that each permanent operation proceed as scheduled. the temporary construction
trestle ahead of the pier cap and deck construction must have its specified scheduled work
accomplished on a daily basis.
The success of the cyclic, linear operation can yield an
organized effort which produces a specified end product within budge+. Special attention
must be paid to the critical importance of each activity scheduled through time, material,
personnel, and equipment availability to achieve this success. Such was proven in the case
of the Isle of Palms Connector Bridge. |